Wałki prowadzące, prowadnice
Wałki prowadzące i obróbka CNC – Gotowe tory dla Twojej maszyny
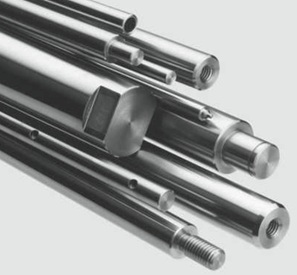
Precyzyjne prowadzenie ruchu to fundament każdej udanej konstrukcji – od amatorskich drukarek 3D, przez wieloosiowe manipulatory przemysłowe, aż po potężne frezarki CNC bramowe. W naszej ofercie znajdziesz najszerszy na rynku wybór wałków prowadzących, które stanowią idealną bieżnię dla łożysk liniowych. Stawiamy wyłącznie na stal precyzyjnie szlifowaną (w tolerancji h6) oraz głęboko hartowaną indukcyjnie (od 52 do nawet 64 HRC).
Doskonale jednak wiemy, że sam surowy pręt stalowy to dla inżyniera często za mało. Hartowana powłoka jest twarda jak pilnik, co zamienia próbę jej modyfikacji w zwykłym warsztacie w koszmar zniszczonych wierteł i spalonych tarcz tnących. Dlatego obok najwyższej jakości stali, oferujemy kompleksową obróbkę mechaniczną wałków. Docinamy, gwintujemy, frezujemy i wiercimy wałki dokładnie według Twojego rysunku technicznego. Otrzymujesz od nas prowadnicę gotową do natychmiastowego przykręcenia do ramy maszyny!
Przegląd naszej oferty – Co znajdziesz w tej kategorii?
-
Wałki standardowe Cf53: Najpopularniejszy, ekonomiczny wybór do suchych środowisk. Ekstremalnie twarde (60 HRC) i niezawodne. (Dostępne również w wymiarach calowych!).
-
Wałki Drążone (Rurowe): Lżejsze o 40% od wałków pełnych. Idealne do szybkiej automatyki z możliwością puszczenia kabli lub powietrza przez środek (dostępne wersje z chromem i bez).
-
Wałki Nierdzewne (X46Cr13 / X90CrMoV18): Przemysł spożywczy, medyczny i strefy mokre. Odporność na rdzę połączona z potężną twardością łożyskową.
-
Podpory wzdłużne (SBR / TBR / ITSU): Aluminiowe bazy, które zamieniają zwykły wałek w sztywną szynę, całkowicie eliminując problem uginania się prowadnicy pod ciężarem bramy.
-
Profesjonalna obróbka CNC: Cięcie z chłodzeniem, fazowanie krawędzi, nawiercanie radialne, gwintowanie czołowe i zataczanie na mniejszą średnicę.
| Rodzaj obróbki wałka | Dlaczego warto zlecić to nam? | Zastosowanie w maszynie |
| Cięcie na wymiar i fazowanie | Tniemy specjalnymi tarczami chłodzonymi chłodziwem. Wałek nie traci twardości na końcach (nie "roz hartowuje" się), a sfazowana krawędź nie uszkodzi uszczelniaczy w łożysku. | Zawsze i wszędzie – kupujesz dokładnie tyle wałka, ile potrzebujesz. |
| Gwintowanie czołowe (w osi) | Przebicie się przez warstwę 60 HRC zwykłym wiertłem jest niemożliwe. Używamy wierteł węglikowych, tworząc idealnie osiowy gwint. | Przykręcenie wałka do aluminiowych wsporników bocznych na ramie maszyny. |
| Wiercenie radialne (poprzeczne) | Niezbędne do skręcenia wałka z podporą wzdłużną. Wymaga chirurgicznej precyzji, by wałek nie wygiął się w "banan". | Budowa własnych szyn z podparciem ciągłym na całej długości. |
| Frezowanie na płasko (Zabielanie) | Tworzy płaską powierzchnię na okrągłym wałku, zapobiegając obracaniu się elementów mocowanych śrubami dociskowymi. | Punkty blokujące, montaż nietypowych głowic i uchwytów. |
Wskazówka Eksperta
Zabójca Łożysk: Dlaczego "cięcie szlifierką na kolanie" to zły pomysł?
Dział Utrzymania Ruchu często zamawia długą sztangę wałka Cf53 i postanawia dociąć ją samodzielnie zwykłą szlifierką kątową (tzw. "gumówką" lub "boszką").
Co się dzieje? Po pierwsze, cięcie na sucho nagrzewa końcówkę wałka do czerwoności, niszcząc strukturę hartowaną. Po drugie, krawędź po cięciu szlifierką jest ostra jak brzytwa i pełna mikrozadziorów. Kiedy mechanik wsuwa nowe łożysko liniowe na tak ucięty wałek, ta ostra krawędź w ułamku sekundy przecina gumowy uszczelniacz (wargę) łożyska. Kurz natychmiast dostaje się do kulek i cały układ zaciera się w tydzień!
Rada UR: Jeśli decydujesz się na samodzielne cięcie, ZAWSZE pamiętaj o wykonaniu precyzyjnej fazy (stożka) na końcu wałka za pomocą pilnika diamentowego, aby łożysko weszło gładko! A najlepiej – zamów wałek już docięty i profesjonalnie sfazowany przez nasz park maszynowy.
Redukcja TCO dzięki gotowym do montażu prowadnicom liniowym
Z perspektywy Głównego Mechanika lub Konstruktora, Całkowity Koszt Posiadania (TCO) maszyny nie ogranicza się tylko do ceny zakupu pręta stalowego. Czas spędzony przez wykwalifikowanego pracownika na próbach przewiercenia hartowanej indukcyjnie powłoki stalowej (oraz koszt zniszczonych przy tym gwintowników i wierteł) drastycznie przewyższa koszt zlecenia profesjonalnej obróbki CNC w naszej firmie. Dostarczając gotowe wałki prowadzące i zmontowane prowadnice z podporami (SBR/TBR), działamy jak zewnętrzne zaplecze produkcyjne dla Twojej firmy.
Właściwy dobór materiału prowadnicy determinuje sukces projektu. Do precyzyjnych drukarek 3D i lekkich ploterów idealnie sprawdzą się wałki drążone, minimalizujące inercję i pozwalające na użycie mniejszych pasków zębatych. Z kolei przy budowie ciężkich frezarek bramowych do drewna i aluminium, absolutnym standardem są prowadnice podparte na całej długości, które gwarantują brak ugięcia nawet pod naciskiem wielokilowatowego wrzeciona. Gwarantujemy powtarzalność obróbki i mikrometryczną dokładność tolerancji h6 w każdym zamówieniu.
